01 让冲、剪加工回归高效本质
在实际生产中,板材冲孔、成形与剪切往往被拆分为多道独立工序完成。冲床负责冲裁,剪板机完成剪切,设备之间频繁流转,不仅增加了人工参与和物流成本,也容易因多次定位带来累计误差,成为制约生产效率与加工一致性的关键因素。
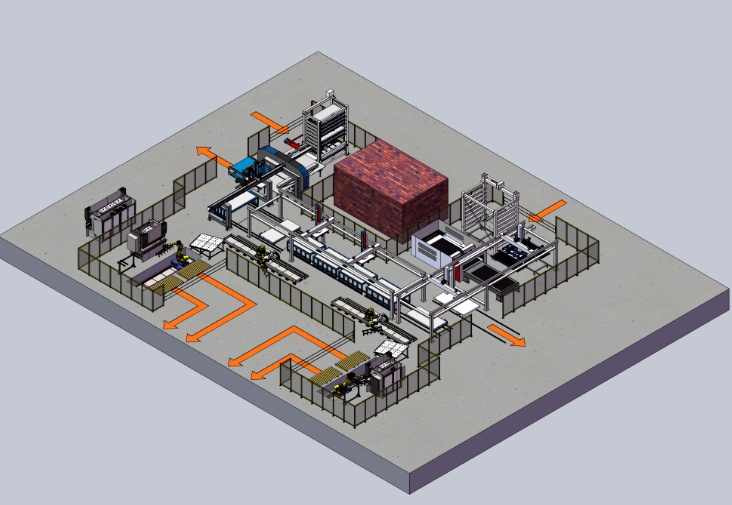
瑞铁机床SAP3 1550冲剪复合机,正是基于这一现实工况而设计。设备将数控转塔冲床与数控直角剪整合于同一平台,共用一套数控系统与送料系统,使板材在一次装夹、一次定位的情况下,连续完成冲孔、成形与剪切等多道工序。加工流程被显著压缩,物料转运和重复定位环节大幅减少,为提升整体产能和加工稳定性奠定了基础。
在自动化层面,SAP3 1550配置了分拣落料装置,加工完成后的零件可自动分类整理并输出,减少人工干预,使设备能够更加稳定地适配连续化生产节奏。这种“加工+整理”一体化的方式,尤其适合对效率和节拍要求较高的钣金加工场景。

02 细节设计服务于实际生产
在冲裁与成形能力方面,设备配备2个自分度装置,多个工位可灵活组合,能够完成多种形状的冲裁及成形工艺,适合多品种、批量化的加工需求。
剪切采用两刀片滑块独立设置,分别由滚珠丝杠直接驱动。该设计在保证剪切速度的同时,有效降低了能耗。主驱动系统由伺服电机、同步带与滚珠丝杠直接构成,传动链条简洁,可靠性高,日常维护需求低,有助于降低设备全生命周期的使用成本。
在控制层面,刀片行程支持编程控制,可根据不同加工任务灵活设定,有效避免不必要的空行程,提高剪切效率。操作人员只需在操作面板输入板厚参数,刀片间隙即可自动调整,减少人为调节带来的误差,也进一步提升了设备的易用性和稳定性。
同时,两刀片均具备半剪功能,剪切工件长度不受限制;配合板料再定位功能,即使夹持边余料较窄,也能保持稳定加工,有效提升材料利用率。出件皮带机在结构设计上充分考虑了连续出料的稳定性,运行顺畅,避免卡料问题,为整机连续作业提供可靠保障。
瑞铁机床SAP3 1550冲剪复合机并非简单的功能叠加,而是围绕实际生产流程,对结构、驱动与控制系统进行系统化整合。通过减少工序拆分、降低人工参与、提升一次加工完成度,设备帮助企业在保证加工质量的同时,实现效率与成本的双重优化。